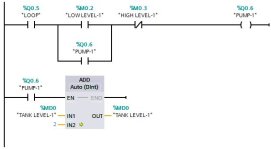

Im trying to create a level indicator for water Tank
i have used the ADD function while the pump is on and level increasing
everything works well, except that the addition operation is kind of weird
once it worked fine then after that its just adding numbers in high speed once it starts it gets over 33k
what can be the solution for such problem without need of frequency tool?
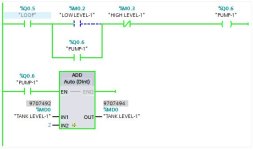
i have used the ADD function while the pump is on and level increasing
everything works well, except that the addition operation is kind of weird
once it worked fine then after that its just adding numbers in high speed once it starts it gets over 33k
what can be the solution for such problem without need of frequency tool?